Inox-Fer works closely with companies to design highly customized mixing systems, ideal for meeting specific production goals. While our primary focus is the food industry, we also develop tailored solutions for the chemical and pharmaceutical sectors, as demonstrated here with a mixing system created for chemicals used in water treatment, both for domestic and industrial applications.
Processed Product: Chemical Components for Water Treatment
The system is designed to mix low-viscosity chemicals, with a maximum viscosity of about 500 cPs. Most ingredients are liquid and include water-soluble organic substances with variable pH levels, ranging from acidic (<2) to neutral (around 7) and saline (11-12). Among the solid components, the system handles organic acids (such as citric and sulfamic), granular polymers, and both inorganic and organic salts, all of which are water-soluble and can be mixed precisely.
Client Objectives: Specific Requirements for Chemical Mixing
The client required a mixing system with specific features to ensure production quality and safety. Key requirements included:
- Capacity: 1500-liter preparation tank
- Accuracy: Load cells for precise raw material weighing
- Uniformity: Homogeneous mixing for a consistent solution
- Safety: System to prevent powder dispersion into the environment
- Control: Monitoring and management of pH levels
Technical Features of the Industrial Mixing System
DR10 Dissolver: The Ideal Solution for Low-Viscosity Powder Mixing
In response to the client’s specific needs, the ideal mixing solution proved to be the DR10 dissolver, designed to efficiently and precisely dissolve low-viscosity powders into a liquid.
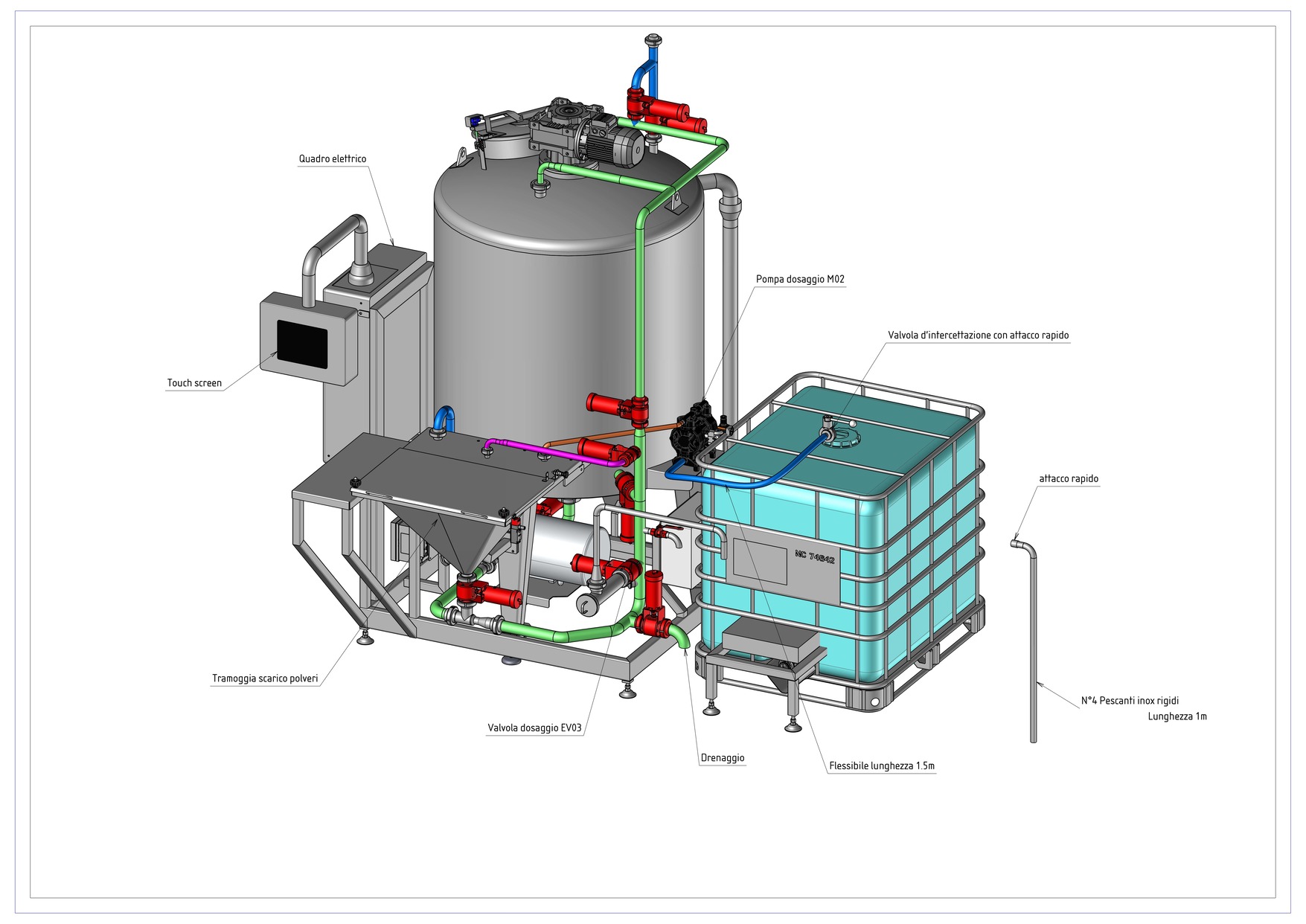
Tank and Hopper: Capacity and Safety in Ingredient Handling
The core of the system is a 1500-liter preparation tank, connected via a pump and rigid piping to a 70-liter hopper. This setup enables safe, structured ingredient flow. The system is also compact and includes a base platform for powder bags, designed to facilitate operator tasks and ergonomic material loading. Minimum and maximum level sensors in the hopper ensure constant content monitoring.
Tank Structure: Easy Inspection and Assured Hygiene
For easy monitoring and maintenance, the tank features an inspection hatch, allowing visual checks of the mixture’s condition. Additionally, to enhance hygiene and reduce contamination risk, the tank roof has a domed, welded design, ideal for environments with high hygiene standards.
Automated Process Phases: Efficiency and Complete Control
Operating phases, including liquid loading, recirculation, exchange, and transfer, are fully automated through electro-pneumatic valves with aluminum actuators, providing precise and reliable control throughout the mixing process.
Weighing Systems: Certified Precision for Raw Materials and Drums
To ensure accurate weighing of raw materials, the tank is equipped with OIML- and EAC-certified load cells, meeting international calibration standards. Dedicated weighing tools are also provided for 25-kg drums, ensuring meticulous control over each load.
pH Control and Dust Containment: Ensuring Safety and Mixture Quality
Since the process requires precise pH management, the system includes an integrated pH meter, allowing for monitoring and adjustment of the mixture’s pH, maintaining required accuracy throughout the treatment stages. To prevent powder dispersion into the environment, the hopper is fitted with a containment lid, keeping the work area safe and clean.
Slow Agitator: Ensuring Final Solution Homogeneity
The final mixture homogeneity is achieved through a slow agitator, with blades set at a 45° angle on a central shaft. This design ensures even ingredient distribution, preventing clumping and delivering a high-quality finished product.
Industry 4.0 Integration and Benefits of the Customized Mixer
The system complies with Industry 4.0 standards, allowing remote monitoring and troubleshooting. The result is an advanced mixing plant capable of fully meeting the client’s production and environmental needs.
Inox-fer beyond food sector
Get in touch to learn more about our custom mixing systems for the chemical and pharmaceutical sectors.


We will be happy to answer any questions